 13670260763 18664910058
13670260763 18664910058



UG四軸五軸編程班
| 代碼 | ZY07 | |||
| 課程簡介 |
數控是現代工業的基礎,無論是模具加工,零件,產品加工都是用數控去完成的,自動化代替手工是時代發展的必然趨勢。就業廣泛,工作環境及待遇好,后續自己想創業也容易。
|
|||
| 招生對象 | 有三軸編程基礎,或者是想從事多軸編程的各種社會人士. | |||
| 培訓目標 | 熟練使用UG編寫四軸五軸刀路,多軸后處理的修改及多軸加工工藝 使用版本2206 | |||
| 適合崗位 | 五軸CNC編程員,CNC工藝師及數控編程工程師 | |||
| 服務原則 | 不限學時,學會后推薦就業 | |||
點擊復制微信 13670260763 添加好友

學費及課程詳細咨詢
就可以免費試聽
UG四軸五軸編程課程大綱
|
多軸的定義及運動形式 |

|
多軸機床的結構及其運動原理 |

|
多軸加工的對象及其優勢 |

五軸加工主要運用于零件產品類加工,隨著產品升級,工業轉型,很多產品不再是通過傳統的注塑或者壓鑄成型了,而是直接通過CNC直接切削成型,這對加工難度提出了更高的要求,從而多軸加工也就漸漸地被廣泛運用。在實際加工過程中,多軸加工在提高產品加工質量,加工效率,使用范圍都占絕對優勢。在機床方面:近幾年國產五軸機已經層出不窮,不再是動不動就幾百萬高不可攀了。雖然說質量比不上進口機床,但是結構都一樣,該有的功能都一樣。隨著市場上五軸機漸漸地增多,那么對五軸編程技術人員也日益欠缺了。所以抓住機遇,學好五軸,這也是市場發展的必然趨勢。
| 四軸五軸編程內容大綱 |
| 1> 3+1定軸加工、多軸鉆孔、多軸銑孔 |
| 2> 驅動方法:曲線、點, 刀路轉曲線 |
| 3> 驅動方法:曲面加工、流線加工、外形輪廓銑 |
|
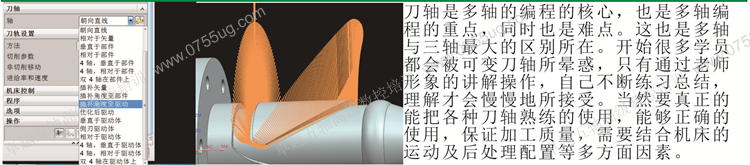
4> 可變刀軸:遠離直線、朝向直線、四軸相對于驅動 體、四軸垂直于驅動體、雙四軸在驅動體上、四軸 相對于部件、四軸垂直于部件 |
| 5> 可變刀軸:插補矢量、側刃驅動體(四軸做法) |
| 6> 驅動方法:引導線加工、刀軌加工 |
| 7> 投影矢量:刀軸、指定矢量、垂直/朝向驅動體 |
| 8> 多軸倒角、旋轉粗加工、旋轉底銑、旋轉去毛刺 |
| 9> 多軸粗加工 |
| 10>加工前準備、工件擺放裝夾、CIMCO設置及運用 |
| 11>四軸加工實例講解1(常規回轉體螺旋槽加工) |
| 12>四軸加工實例講解2(套類零件加工及夾具設計) |
| 13> 四軸加工實例講解3(葉片類零件編程加工) |
| 14>四軸加工實例講解4(四軸玉米刀編程加工) |
| 15> 四軸加工實例講解5(復雜旋轉體編程加工) |
| 16>四軸加工實例講解6(復雜曲面及小平面體編程) |
|
17>四軸加工實例講解7(殼體類四軸產品編程) |
| 18>四軸加工實例講解8(通訊產品類四軸零件編程) |
| 19>四軸加工實例講解9(新能源類四軸零件編程) |
| 20>四軸加工實例講解10(橋板類四軸零件編程) |
| 21>側刃一刀過專題講解、大刀走小R角 |
| 22>四軸后處理修改 |
| 23>四軸操作 原理(找旋轉中心,中心高) |
| 24>四軸VT仿真,四軸總結 |
| 25>五軸機床介紹、刀軸:朝向/遠離點 |
| 26>相對于驅動體、相對于矢量 |
|
27> 邊界、徑向、引導線加工(朝向、遠離曲線) |
|
28>五軸等高、順序銑、管道加工 |
|
29> 葉輪加工 |
|
30>側傾刀軸、多軸去毛刺倒角、多軸粗加工 |
|
31>五軸加工實例講解1(常規五軸零件編程加工 |
|
32>五軸加工實例講解2(腔體類五軸零件編程) |
|
33>五軸加工實例講解3(震動盤五軸編程加工) |
|
34>五軸加工實例講解4(石油鉆頭類五軸編程) |
|
35>五軸加工實例講解5(薄壁件五軸編程加工) |
|
36>五軸加工實例講解6(結構件五軸編程加工) |
|
37> 五軸加工實例講解7(航空件五軸編程加工) |
|
38>五軸加工實例講解8(異形件五軸編程加工) |
|
39>五軸加工實例講解9(鏤空件五軸編程加工 ) |
|
40>五軸加工實例講解10 (電子煙類小零件五軸編程) |
|
41>五軸注意事項(安全高度、裝夾、刀柄設置) |
|
42>五軸后處理的定制與修改 NO RTCP |
|
43>軸后處理帶RTCP后處理的制作 |
|
44>五軸CIMCO設置及運用 |
|
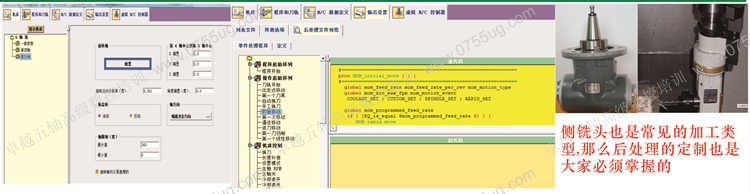
45>側銑頭編程、后處理的制作及機床操作方法 |
|
46>多主軸機床及程序的使用 |
|
47> 3+2五軸機床操作原理 |
|
48>五軸VT仿真(真五軸與假五軸) |
|
49>海德漢程序代碼的認識 |
|
50>海德漢后處理制作與修改 |
|
51>海德漢系統(德瑪吉機床)VT仿真 |
|
52>五軸機床操作(測擺長,偏置補正,分中,對刀 |
|
53>工件的中心不與旋轉中心重合的補正技巧 |
|
54>假五軸通過宏程序實現刀尖跟隨方法 |
|
55>德瑪吉海德漢系統現場實操 |
|
56>現場五軸零件加工(學員編好?序現場上機加工 |
|
57>就業指導,推薦就業 |
|
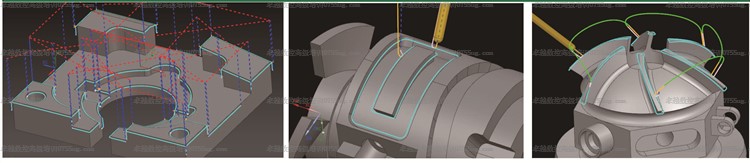
3+1、3+2定軸加工 |

|
定軸加工是基于三軸加工,所以三軸內容要很熟,在多軸加工里面算是最簡單的,操作主要體現在刀軸 的定義,那么定義刀軸有多種方法,需清楚各自的特點及使用場所。但是在安全高設置方面與三軸有著 很大的區別,當然在一些復雜零件加工時,加工工序及裝夾方面也是非常重要的 。 |
|
多軸鉆孔及多軸銑孔 |
|
UG的多軸鉆孔同樣是基于三軸鉆孔,也同樣是屬于定軸加工的范疇。難點在于起始點的調整,在NX12.0 以后增加了多軸銑孔功能,此功能實用且操作簡單. |

|
可變刀軸 |
|
投影矢量 |

|
五軸等高 |

|
順序銑及外形輪廓銑 |

| 多軸粗加工 |

|
UG多軸粗加工是UG2206新版本的一大亮點,開粗時可以實現自適應動態加工,有了這個功能,大大的提 高了加工效率和編程效率。此策略同時能實現殘料及精加工。 |
| 多軸旋轉加工 |
|
多軸旋轉加工,NX2206在之前舊版本的基礎上進行了升級,主要適用于四軸加工,里面包含了旋轉部件 開粗加工,旋轉底面精加工和旋轉去毛刺倒角。同樣也是新班版本非常實用、好用的一個多軸加工功能。 |
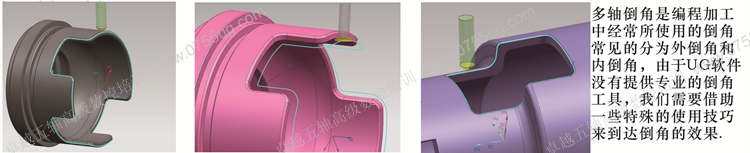
| 多軸去毛刺倒角 |
|
多軸去毛刺倒角也是NX2206非常實用的一個策略,不僅可以實現一鍵倒角,而且還可以對三軸、四軸、 五軸類工件倒角。有著非常直接明了的刀軸控制方式,輕松實現多軸倒角,不需要做任何的輔助面之類 操作。操作簡單、方便。 |
|
葉輪模塊的使用 |
|
在UGNX版本里面提供了強大的葉輪加工模塊,實現了從葉輪的聯動開粗到精加工,清角。學習葉輪 模塊的重點在于要能理解里面的各項參數和使用技巧。難點在于能夠舉一反三,把葉輪模塊里面的各 項操作運用于常規的工件中去。 |

|
刀路轉曲線(實現聯動開粗) |

|
多軸聯動倒角 |
|
四軸五軸后處理的定制及修改 |
|
談到多軸編程,那么后處理就必須得熟悉了,對后處理要有一定的修改能力。因為多軸機床不同系統 不同的結構就直接決定了使用不同的后處理器,刀路編寫的再好,后處理匹配不上,也無法真正的上 機加工。 |
|
多主軸機床講解 |

|
很多首飾類加工,常用的多軸機床搭配的新代系統,可以實現多主軸頭加工,在實際生產中最大程度 的提供加工效率。針對這種機床,編程及NC程序的配置也是必須要掌握的。 |
|
五軸機床帶RTCP功能與不帶RTCP功能講解 |

|
五軸機床分為帶RTCP功能與不帶RTCP功能,帶RTCP功能也就是所謂的真五軸,不帶RTCP功能的就是假 五軸,這兩者在操作使用上及程序代碼都有著很大的區別。當然學五軸必須掌握這兩種機床形式以及操作 和后處理的配置。 |
|
通過CIMCOEdit軟件對多軸程序的檢查 |

|
Vercuit模擬軟件的使用 |

|
談到模擬軟件,大家首先肯定都會想到Vercuit,它確實是一款非常專業的模擬軟件,用戶自己可以 創建很多類型的機床,可以真實的模擬出NC代碼的運動,從而減少過切,碰撞等事故。 |
|
側銑頭的編程與使用 |
|
側銑頭是在三軸的基礎上加裝的一種動力頭,可以繞Z軸旋轉0度,90度,180度,270度,要能熟練的使 用側銑頭必須具備以下幾點: 1、坐標系如何擺放 2、軟件編程時注意事項 3、機床如果操作,分中對刀注意事項 4、側銑頭后處理如 何定制 5、實際加工如果避免碰撞 6、對于新手如果不熟,可以事先用VT進行仿真,VT的使用方法。只 有通過系統的學習,才能熟練解決以上問題。 |

|
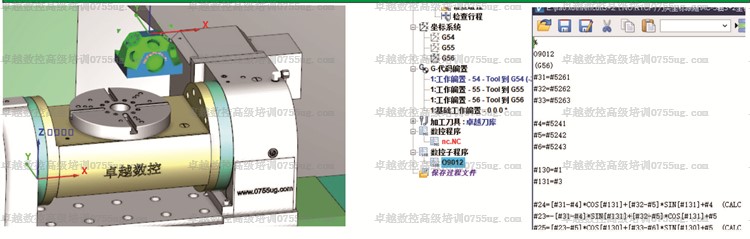
通過宏程序實現3+2假五軸刀尖跟隨的應用 |
|
大家都知道,目前市面上的很多3+2加裝的五軸機床都是不帶RTCP刀尖跟隨功能的。在實際加工的時候 就只能把坐標偏差值測出來補正刀軟件里面,顯得非常的麻煩。那么我們可以通過呼叫一個宏程序自動計 算出坐標的偏差值并補正到程序,實現了所謂的刀尖跟隨,針對3+2定軸加工確實很方便很多 |
|
關于四軸側刃一刀過技巧講解 |
|
在做零件產品加工,很多時候是需要側刃一刀過的,但很多人做出來的刀路是五軸程序,所以對于四軸來 說肯定是不能使用。這里就需要用到 一些小技巧從而實現四軸側刃一刀過聯動程序。 |

|
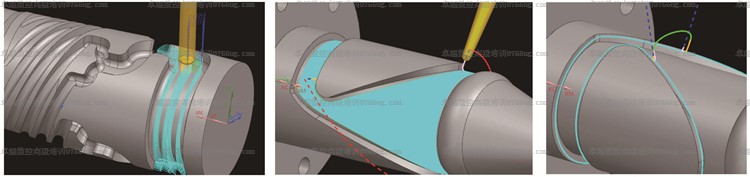
四軸常見旋轉體的編程案例 |
|
回轉體類零件的加工是四軸加工里面最常見的加工方式裝夾比較簡單,重點是要實現四軸聯動開粗 需要有一定的軟件使用功底和四軸變換技巧 |

|
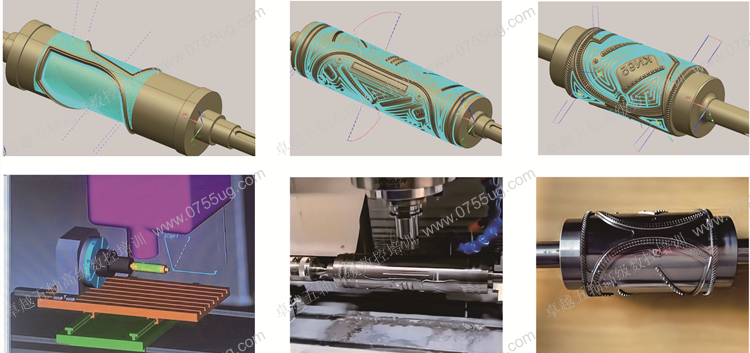
四軸口罩機熔接軸類編程案例 |
|
口罩機熔接軸也是典型的四軸加工案例,基本上都用線去做纏繞加工的四軸聯動程序,難點是對于刀路 的優化從而增加加工效率,對于小刀的使用技巧,減少斷刀。對于刀模來說由于要進行熱處理所以要掌 握熱處理后的二次加工工藝。 |
|
四軸舍棄式玉米刀編程工藝案例 |
|
此類零件也只能用四軸加工,難點在于刀路的變換,需要掌握這種不規則的陣列方法。 |

|
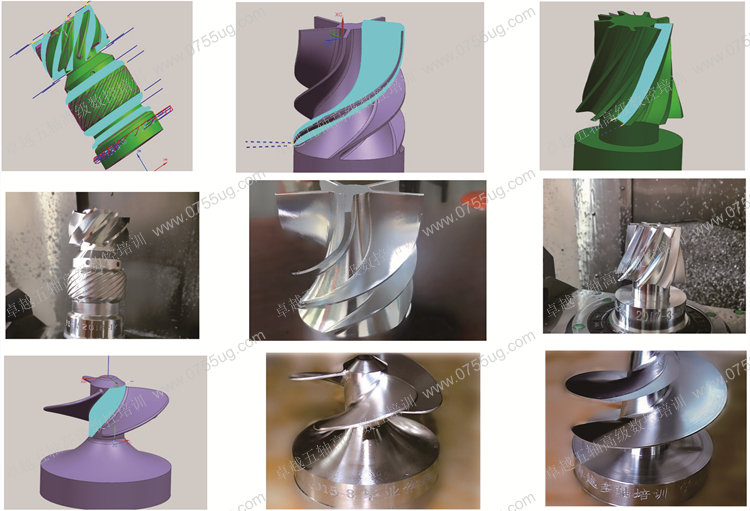
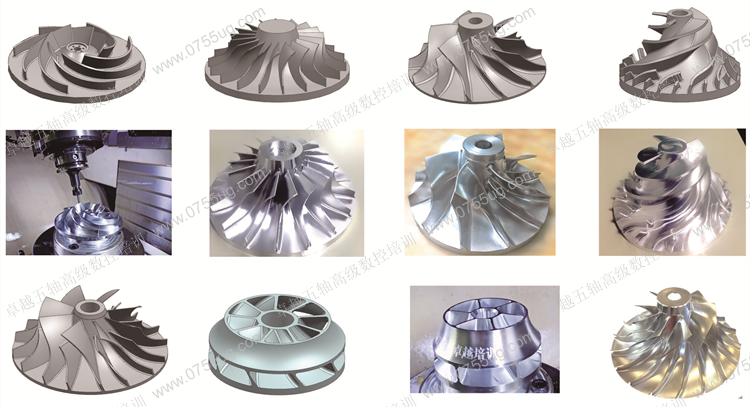
四軸葉輪類零件編程方法案例 |
|
很多葉片也是可以用四軸機床加工,但必須都是走四軸聯動,此類編程的難點是控制好刀軸,保持刀軸變 化的順暢以及驅動面的使用技巧,基本上都是走曲面加工. |
|
四軸綜合精密類零件編程案例 |
|
精密類四軸零件的加工,重點是在能夠熟練運用3+1定軸加工和4軸聯動加工的同時,還需要對尺寸公差 的把握。 |

|
四軸復雜曲面類零件編程案例 |
|
此類復雜類曲面的四軸零件加工,其面很多時候都是小平面體,不是我們所常見的幾何面,同時由于其表面 相對復雜,所以在做編程時,難點在于驅動面的創建及刀軸的優化. |

|
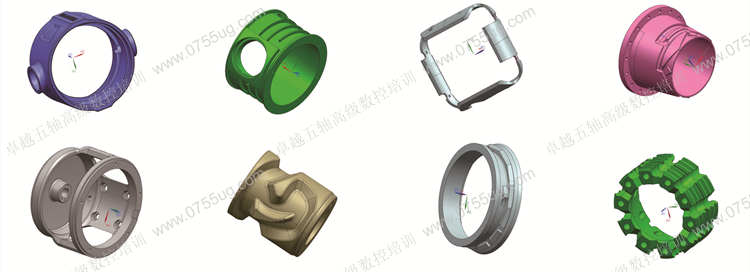
四軸套類零件編程案例 |
|
四軸套類是四軸加工里面最常見的一種加工產品,常規的工藝是先用車床進行第一道工序的加工然后 再二次裝夾 到四軸機床上進行四軸的加工,此類零件編程不難,重點在于夾具的設計和精度的把控 |
|
四軸復雜類零件編程案例 |
| 此類復雜曲面的四軸零件加工,基本上都是需要用到聯動,通過此類零件主要是訓練大家對復雜曲面聯動刀路的使用技巧,包括一些輔助的面做法。同時也需要一定功底才能做出合格的程序來。 |

| 更多四軸零件編程案例 |
|
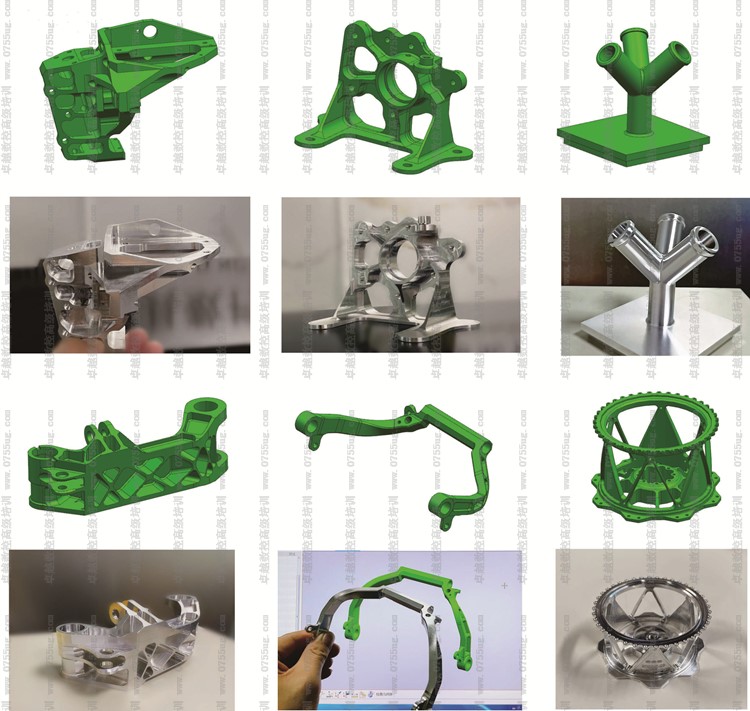
五軸常見結構性零件編程案例 |
|
以下為結構性五軸零件,此類案例編程軟件操作并不難,難點是在于尺寸精度的控制,通過以下案例學會 五軸精度的控制以及刀具補償的正確使用。 |
|
五軸葉輪類零件的編程案例 |
|
以下案例為常見各種結構葉輪的加工,葉輪加工也是五軸編程里面最常見的一種,因為很多葉輪基本 上都需要五軸聯動才能加工出來,對于編程的難點是基于葉輪模塊的同時怎么提高加工效率。 |
|
五軸航空類零件編程案例 |
|
航空類零件加工也是五軸行業里面最常見的加工類型,他的難點重在掌握工件的裝夾及尺寸精度的控 制,這此類產品一般都是用的進口五軸機床。 |

|
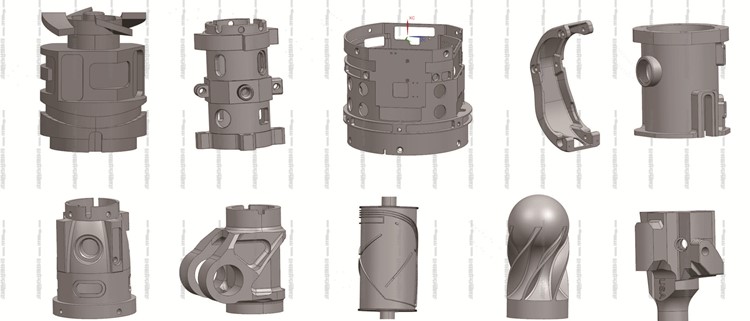
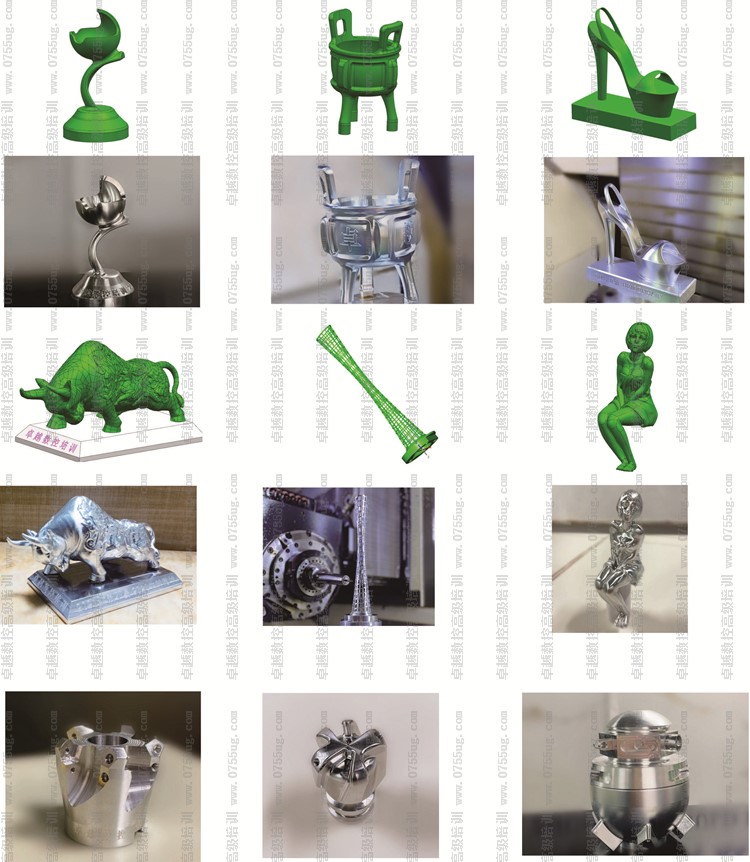
五軸常規零件產品編程案例 |
|
以下五軸零件案例,振動盤、石油鉆頭等等都是常見的一些五軸零件,通過這些案例學習在掌握五軸編 程使用技巧的同時,也是對此類零件加工工藝的熟悉。難點是對工藝把握和軟件聯動刀路的操作技巧。 |


|
五軸鏤空薄壁件編程加工案例 |
|
掏空薄壁件加工主要是針對一些工藝品類型的零件,由于內腔要全部掏空,需要走聯動開粗及精加工, 這種零件對軟件的操作有一定的要求,同時對產品的變形要有很好的把控。 |

|
五軸常見工藝品類編程加工案例 |
|
工藝品類產品的加工也是五軸加工常見加工類型,它的特點是側重于外觀、整體效果,對尺寸公差要求不 高。它的編程加工難點是需要做一些復雜的聯動程序及對產品接刀技巧的把握。 |
|
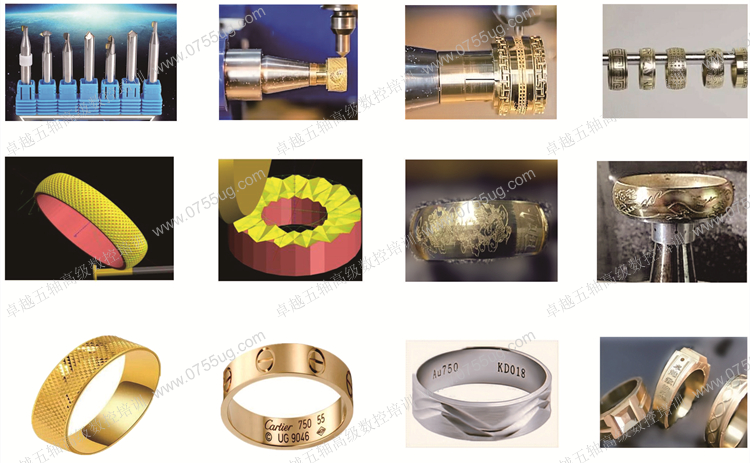
五軸珠寶首飾類編程加工案例 |
|
珠寶首飾類加工由傳統的手工制造已經轉變為CNC數控加工,而對于戒指、手鐲等首飾產品必須用到五軸 加工,此類產品的編程難點在于工藝,掌握首飾類產品的加工工藝是重點。 |
|
五軸花式眼鏡類編程加工案例 |
|
眼鏡框的生產不再是以前傳統的注塑成型,隨著品質的提高,現在是直接用板材切削成型.那么眼鏡框加工 就必須要用到多軸,加工工藝及成型刀是學習的重點。 |

|
點擊復制微信 13670260763 添加好友
|
|
更多多軸加工案例 |

|
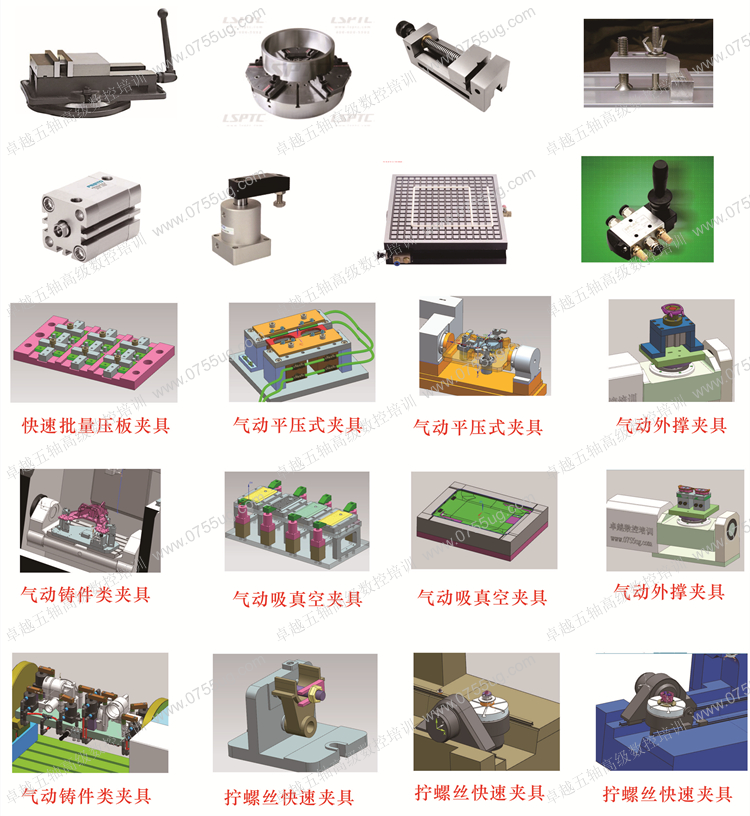
多軸夾具類設計案例 |
|
多軸加工除了能夠熟練的做出多軸程序以外,還有一個重要的環節就是工裝夾具的設計,對于一個零件產 品如果不懂裝夾,那么編出來的程序毫無意義,夾具設計的優良與否也直接影響到產品加工效率和精度的 控制,通過以下夾具的學習讓大家掌握五軸夾具設計的基本原理. |
|
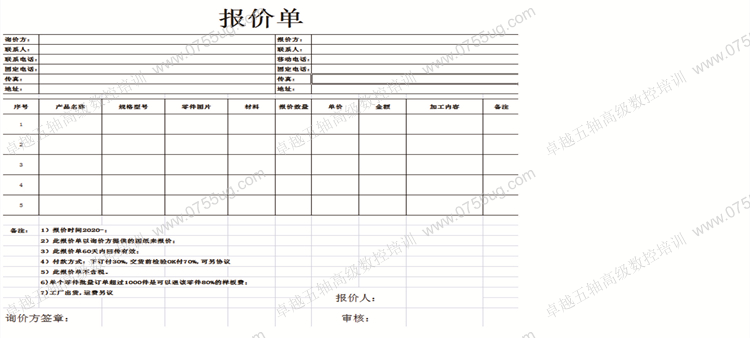
零件產品的報價 |
|
報價,其實是在會編程的基礎上進行的延伸,工作當中很多時候需要進行對客戶提供的圖紙進行報價, 那么報價也是有著規范的流程,從審圖、產品數量、要求、加工時間、交貨時間等以上信息后進行準 確的報價,最后再出具報價單。通過本內容的學習,讓大家懂得報價流程和方法。 |
|
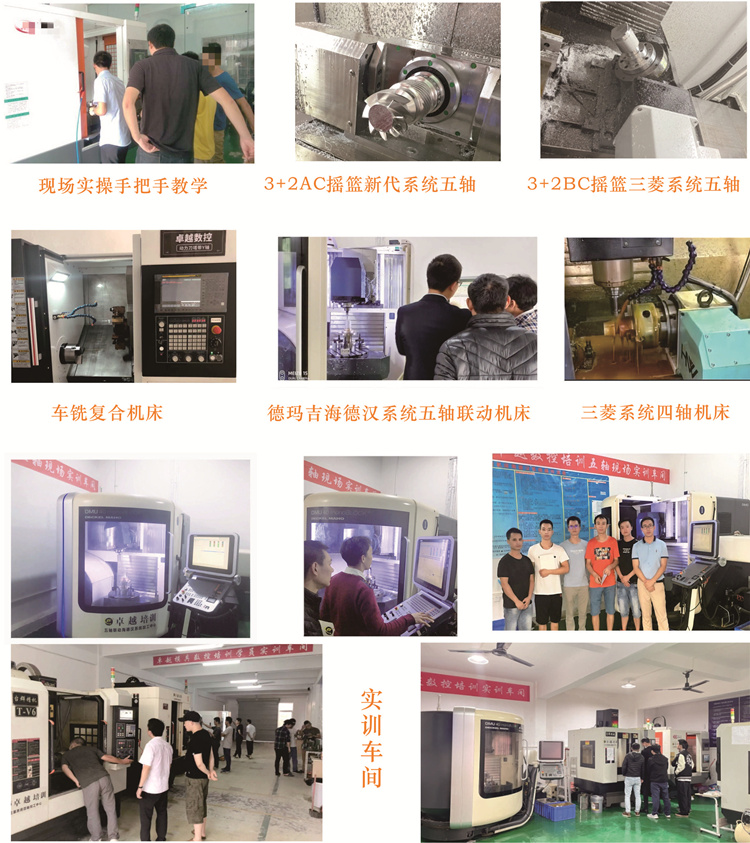
現場上機實訓部分 |
|
常見數控系統的講解及操作(本培訓提供的機床系統為:三菱、法蘭克、新代、海德漢) |
|
點擊復制微信 18664910058 添加好友
|